







Hydrotest adalah pekerjaan yang dilakukan dengan cara memberi tekanan/ pressure pada rangkaian pipa yang sudah selesai dikerjakan oleh team konstruksi. Tujuan dari pekerjaan ini adalah untuk mengecek/ test material yang dipakai maupun hasil dari pengelasan apakah masih tahan terhadap tekanan sesuai dengan tekanan sewaktu operasinal nantinya. Sebelum pekerjaan hydrotest terlebih dahulu dilakukan flushing untuk membersihkan bagian dalam rangkaian pipa dari kotoran, debu dan sisa2 las2an hasil pekerjaan pengelasan.
 |
| Hydrotest Photo |
 |
| Hydrotest Chart |
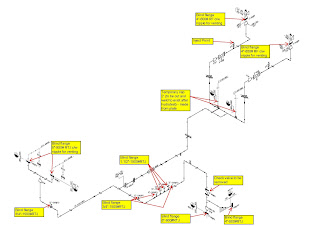 |
| Sample Hydrotest Schematic |
Berikut ini adalah inti dari procedure/ tata cara (selain daftar isi, referensi dokumen, safety, daftar peralatan, dan lain2) kerja untuk pekerjaan hydrotest :
- HYDRO TESTING
1.1 Hydro test preparation
Ready for inspection (RFI) notification shall be informed by construction supervisor to quality assurance/quality control (QA/QC) department when a piping system is ready for testing. Verification of all materials, test and mill certificates etc. are compiled and documented by QA/QC department and traceable for each component, fitting and pipe applied to each spool or line number. All required non-destructive examination (NDE) results shall be verified to conform to Company general specifications prior perform hydrotest.
The contractor’s QC inspector and Company representative shall together check visually in detail for the piping network prior to test. The checking shall include of:
· Compliance with drawing and battery limit of related subsystem
· Welded or flanged joints
· Secure and correct bolting
· Pipe routing and slope
· Location of vent and/or drains
· Pipe support, permanent and/or temporary
· Temporary spading or blinding
· Pipe painting and color coding
The piping supervisor will be responsible for conducting preparation and execution of pressure test and shall take coordination with QC inspector. Additional material for close the spools such as blind flange shall be available on test site and tighten properly prior hydro test (check correct rating).
Pressure gauges and recorder shall be in Bar or Psi unit. Temperature indicator shall be in degree Celcius. Full gauge range (indicated span) of pressure test gauges are to be selected in such a way that the test pressure will be in between 50% to 80% of the full range. A minimum of 2 (two) pressure gauges shall be required for the test. The gauges shall be installed at predetermined locations with one at the highest elevation point and one at the lowest elevation point wherever possible.
A certified pressure/temperature recorder (maximum validity of pressure equipment calibration 6 months) with full range in steps shall be used to record the test pressure, temperature and duration of testing. All relevant details are to be entered in onto the chart. Recorded to be used shall be of dual pen. All gauges and recorder shall be calibrated prior to utilization for test. Any indicator showing an unrecoverable zero error or error more than plus or minus 1.0% of full scale range shall not be used without repair and re-calibration. One temperature indicator recorder shall be provided.
1.2. Hydrotest Execution
Test manifold shall be assembled onto the piping network for connection to pressure gauges and recorder. Temperature indicator and pressure source connection. Sufficient valves shall be provided to allow blocking or releasing pressure.
For hydrostatic test, the pressure is applied by means of a suitable test pump (hydrotest pump shall be equipped with PSV as safety devices if used during pressure test) and gradually built up to 35% of the test pressure and held for at least 15 minutes to uniform stress along the piping network. Pressure then shall be applied until 70% of test pressure and, again, held for 15 minutes. Thereafter, once the required pressure reaches (1.5 design pressure) test pressure, piping network shall be isolated from the pressure source.

The test pressure shall be maintained 2 hours for holding time as per Company specification However this holding time can be prolonged to allow sufficient time for inspection. QC Inspector and Company representative shall carry out a detailed inspection of weld joints and connections for any leak, attention shall also be paid for dislocation or movement of the supports or distortion.
In case of pressure test is performed in the sunny day, the pressure gauge and temperature indicator shall be monitored to prevent undue pressure increase due to thermal expansion In order to avoid excessive pressure the system may be depressurized down to the required test pressure.
1.3 Limit of Test Pressure
Hydrotest pressure shall be 1.5 times of design pressure and hydrotest pressure shall be indicated in the drawing, lower limit of the test pressure shall be not less than test pressure specified. Upper limit is 5% of the test pressure, if during hydrostatic test the test pressure increased by more than the upper limit, the test pressure shall be released or bleed off to the specified test pressure.
If during hydrostatic test the test pressure is decreased to a pressure lower than the specified test pressure and there is no evidence of leakage, the line shall be pressurized back to reach the specified test pressure and held for 2 (two) hours
1.4 Inspection During Hydrotest
Upon reaching the desired holding time, the test pressure shall be reduced to a pressure not less than the test pressure by QC Inspector and the Company representative shall be carry out visual examination at this pressure. Examination for leakage shall be performed by QC Inspector at all welding joints and connections
Leakage is not allowed at time of the required visual inspection, except for leakage that might occur at temporary test closures for those openings intended for welded connections and leakage from temporary seals (gaskets). Leakage and damages found during the test shall be repaired and rectified. And retest shall be performed.
1.5 Pressure Release
After the pressure test, pressure shall be released at a rate so as not to endanger personnel or to damage equipment by drawing test medium off the line. Pressure released slowly until the pressure drop to 70% then holding for 15 minutes, release again until pressure drop to 35% then holding for 15 minutes. Pressure released again until gauge shown 0 bar, all vent shall be opened before the system is drained and shall remain open during draining prevent pulling vacuum on the system.
1.6 Record
Pressure test chart shall be signed by authorized persons. The following information shall be added on to the chart:
· Pressure & temperature ranges
· date of test
· identification of piping system tested (line and/or spool number)
· weather condition
· test pressure
· test medium
· result of testing
· names and signatures of executor or supervisor, QC inspector and Company representative
The record and pressure chart will be included in the pre commissioning dossier.
- POST HYDROTEST DRYING
Upon completion of hydrostatic testing, CONTRACTOR shall dewater the pipeline. Contractor shall begin the drying operation only after all testing activities are complete and accepted by Company. Water shall be moved ahead or disposed of after depressurized. Blowing some dry air inside the pipe spool to ensure that inside pipe is completely drained. Close the spool with proper closure before continue to other process, which is painting or installation.






No comments:
Post a Comment